Где используются
Применяются такие соединения для передачи в основном только очень небольших нагрузок. Иногда штифты используют для взаимной фиксации деталей. Существуют также особые срезаемые элементы этого типа, применяемые в качестве предохранителей. Помимо узлов с валами, такие изделия очень часто используются для соединения крышек и корпусов.
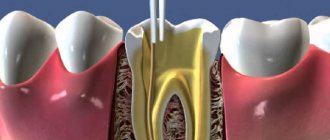
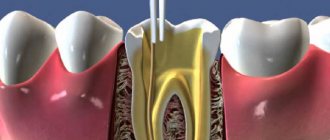
Еще одно назначение штифтовых соединений — протезирование в стоматологии. С использованием таких элементов производится крепление искусственных зубов.
Для чего нужен штифт в зубе
Решение о целесообразности штифтового наращивания принимает врач. Показаниями к тому, чтобы использовать штифтовый метод, являются:
- Разрушение зубной коронки более чем на 50 процентов.
- Сильное ослабление зубной эмали в результате стоматологических заболеваний либо их лечения.
- Необходимость в создании прочной опоры для протезирования.
- Извлечение зуба на время лечения инфекции с последующим возвратом в лунку.
Разновидности штифтов
При сборке разного рода узлов используют два основных типа подобных изделий:
- цилиндрические;
- конические.
Цилиндрические штифты, в свою очередь, могут быть:
- пружинными разрезными;
- просечными (с канавками).
Дополнительными элементами конструкции штифтов могут быть резьбовые отверстия или выступы. Применяются они для выемки изделий из глухих отверстий.
По выполняемым в узле функциям различают три группы штифтов:
- установочные;
- направляющие;
- крепежные.
Больно ли ставить штифт в зуб
Ставить штифт в зуб не больно
, так как при таком протезировании используется местная анестезия. Когда процедура будет завершена, и действие наркоза пройдет, возможен некоторый дискомфорт, но боли не будет даже после процедуры.
Прежде чем принять окончательное решение в пользу протезирования с применением штифта, нужно проконсультироваться в отделении стоматологии. Врач должен объяснить, как будет проходить процедура, зачем вставлять тот или иной материал, каковы последствия и есть ли гарантии на установленную конструкцию. Штифт ставится надолго, поэтому важно выбрать опытного специалиста, который правильно подберет материал и профессионально проведет протезирование.
Штифтовое соединение: ГОСТ
В большинстве случаев при сборке узлов используются стандартные штифты, изготовленные с соблюдением нормативов ГОСТ. Для каждого конкретного вида изделий они свои. Так, изготовление штифтов простой формы регулируется ГОСТ 3128-70 (цилиндрические) и ГОСТ 3129-70 (конические). Делают такие детали обычно из стали марки 45. Но ГОСТ допускает применять для этой цели и материал марок А12, 10 кп, 20 кп и пр. Просечные изделия изготавливают из пружинной стали. Иногда штифты разных видов делают и из цветных металлов.
Разумеется, регулируются стандартами и номинальные размеры этих элементов. Также ГОСТ предусматривает и допустимые отклонения последних. Это позволяет назначать типовые посадки штифтов в отверстия втулок, валов, крышек и корпусов.
Условное обозначение этих изделий включает в себя:
- слово «штифт»;
- тип изделия;
- его размеры;
- обозначение стандарта.
Тип при этом указывается только в том случае, если он однозначно определяется стандартом. В поле «размеры» отмечаются диаметр изделия и его длина. Иногда здесь же проставляются поля допуска.
Виды штифтов
Механические штифты выполняются в различных вариантах, в зависимости от типа соединения и необходимости разбирать его. Значение имеет твердость материала и действующие нагрузки. Основные виды штифтов:
- цилиндрический;
- конический;
- пружинный;
- просеченный.
Всего регулярно используются в промышленности и домашних мастерских примерно 16 разновидностей фиксаторов.
Цилиндрические
Цилиндрические изделия похожи на аккуратно отрезанные и прошлифованные куски проволоки. На самом деле они изготавливаются из проката и проходят сложный технологический процесс механической и термической обработки.
Кроме размера, который определяется ГОСТом 3128-70 цилиндрические штифты не каленые, детали делятся на классы по исполнению торца:
- плоский;
- с фасками под 45⁰;
- закругленные с переходным радиусом с одной и обеих сторон.
Скачать ГОСТ 3128-70
Детали с плоскими торцами устанавливаются в сквозные отверстия. Они плотно заходят в материал с высокой твердостью. На поверхности низкоуглеродистых сталей и цветных металлов углы торцов оставляют в отверстии задиры, царапины.
Гладкая твердая поверхность отверстий в углеродистых каленных и легированных сталях остается без повреждений и мягкий цилиндр из СТ 45 легко забивается и создает прочное соединение.
Для материалов со средней твердостью подходит штифтовое соединение со снятыми фасками с одной или двух сторон. Образованный на торце конус раздвигает и постепенно сминает неровности поверхности и легко входит в отверстие.
Детали с переходным радиусом от торца к цилиндрической поверхности наиболее сложные в изготовлении. Они редко применяются в машиностроении. Чаще их используют для фиксации мягких материалов типа пластмасс и пластика.
Конические
Конические штифты ставят на узлы, которые будут часто разбираться. Стандартный конус имеет наклон 1:50. Какими бывают нестандартные детали, которые выделены в отдельный раздел специальных изделий. В машиностроении, особенно при создании металлургического оборудования, возможно использование конусов 1:40 и других наклонов.
При сборке деталей под обработку, если невозможно сделать сквозное отверстие, устанавливают штифты конические с внутренней резьбой.
Они изготавливаются по ГОСТ 9464-79. Преимущество конических фиксаторов в их плотной посадке на протяжении всего периода работы. При износе поверхности отверстия, он только опускается ниже и сам центрируется.
Установка конических штифтов позволяет многократно использовать их при демонтаже и последующей сборке узла. Фиксатор не меняет своей формы и ставится в то же отверстие, где был.
Для изготовления отверстий под нормализованные конические штифты существует ряд сверл по ГОСТ 11177-84. Их угол наклона точно соответствует соотношению 1:50. Для создания более гладкой поверхности рекомендуют использовать развертки из этой же группы инструмента.
Пружинные
Штифт пружинный можно отнести к универсальным фиксаторам. Он ставится в отверстие с натягом. Чем сильнее сжат, тем лучше. Единственное ограничение – торцы продольного разреза не должны упираться друг в друга.
Штифт din 1481 пружинный цилиндрический изготавливается из листового проката методом вальцовки и закалки для фиксации формы и придания упругости. Группа фиксаторов din имеет несколько разновидностей в исполнении и большой перечень типоразмеров.
Преимущества использования пружинных деталей:
- отверстия делаются с большим разбегом по размерам без снижения эксплуатационных качеств;
- возможно многократное извлечение и установке обратно при сборке;
- прочно удерживаются в отверстиях;
- легко устанавливаются.
Пружинные изделия типа din не могут работать в узлах с большими нагрузками. Они тонкостенные и сминаются.
Что собой представляет
Относятся соединения этой разновидности к типу разъемных. При их создании сначала производится сверление деталей узла. Причем оно обязательно должно быть совместным. То есть предварительно детали складываются друг с другом таким образом, как они будут располагаться в узле в дальнейшем при его работе. После этого производится собственно сверление.
В полученные отверстия на следующем этапе вставляются сами штифты. Цилиндрические элементы этого типа устанавливаются очень плотно. То есть штифт всегда имеет несколько больший диаметр, чем подготовленное под него отверстие.
В том случае если узел в процессе эксплуатации будет подвергаться неоднократной сборке/разборке, для него предусматриваются не цилиндрические, а конические штифты. Это позволяет продлить срок службы конструкции. Поскольку цилиндрические штифты вставляются в отверстия деталей очень плотно, после разборки и сборки узел может потерять присущие ему изначально эксплуатационное качества. То есть соединение может стать попросту не слишком прочным.
Работают штифты в процессе эксплуатации:
- на срез (по поверхности стыка);
- на смятие.
Именно по этим признакам производятся расчеты на их пригодность при использовании в том или ином узле. Смятию могут подвергаться рабочие поверхности как штифтов, так и соединяемых деталей.
Преимущества и недостатки
При изготовлении разного рода узлов могут использоваться, помимо штифтовых, и клиновые соединения, шпоночные, шлицевые. Все они относятся к типу разъемных. Очень часто применяются также резьбовые соединения этой разновидности с применением винтов, шпилек и болтов, профильные, клеммовые. Каждый из этих типов имеет как свои достоинства, так и недостатки.
К плюсам штифтовых соединений относят в первую очередь:
- простоту конструкции;
- простоту сборки/разборки;
- точное центрирование соединяемых деталей.
Недостаток такие соединения имеют в основном только один. Просверленное под штифт отверстие в любом случае в дальнейшем будет ослаблять деталь. Клеммовые соединения, к примеру, такого минуса лишены.
При этом и обрабатываться гнезда под штифты должны очень тщательно. В противном случае изделие в последующем может погнуться. Необходимость же точной обработки отверстия удорожает изготовление детали узла.
Особенности использования цилиндрических штифтов
Сборка штифтовых соединений при скреплении деталей машин выполняется обычно с применением гладких изделий. Таким же образом обычно производится обычная фиксация элементов конструкции машины в процессе ее эксплуатации. В этом случае чаще всего применяются два гладких штифта.
Для фиксации положения деталей могут использоваться и просечные изделия этого типа. Их основным преимуществом, в сравнении с гладкими, является то, что они не требуют развертки отверстий. При отсутствии дополнительных креплений такие элементы к тому же более надежны в плане выпадения. Как и при использовании конических, при применении просечных цилиндрических штифтов сборку/разборку соединения можно в последующем в процессе эксплуатации проводить неоднократно.
В статичные соединения цилиндрические изделия устанавливают с натягом. В движущихся же их монтируют с обязательным расклепом концов. Пружинные цилиндрические штифты монтируются обычно в малонагруженных соединениях. Натяг при их использовании создается за счет уменьшения диаметра отверстия. Установочные типы штифтов в соединениях по посадке устанавливаются с натягом с одной из деталей. С другой их монтируют с посадкой H7/h6 или же H7/js6.
Установочные (цилиндрические, конические, «лежачие») штифты
0
Установочные (контрольные) штифты применяют в случаях, когда необходимо точно зафиксировать положение одной детали относительно другой (например, положение крышки разъемного подшипника скольжения относительно его корпуса), а также для восприятия поперечных сил, действующих в плоскости разъема двух деталей (например, для передачи крутящего момента во фланцевом соединении валов).
Применяют два типа установочных штифтов: цилиндрические и конические съемные.
Цилиндрические штифты (рис. 217) устанавливают обычно наглухо (по посадке с натягом) в одной из соединяемых деталей; выступающий конец штифта входит в отверстие другой детали по посадке Н7/js6 или Н7/h6.
Форма штифта имеет большое значение для правильной работы и долговечности соединения. Наиболее простая форма — цилиндрическая с заходными фасками под углом 45° (рис. 217, I) — наименее удовлетворительна: кромки фасок (при запрессовке штифта и при надевании отъемной детали) портят стенки отверстий.
Несколько лучше пологие фаски под углом 10—20° (рис. 217, II). Однако и здесь наблюдается, хотя и в меньшей степени, то же явление. Лучше, когда концы штифтов (по крайней мере конец, входящий в съемную деталь) имеют галтели (рис. 217, III).
Оптимальная конструкция показана на рис. 217, IV. Здесь входной конец штифта выполнен с галтелью переменного радиуса, плавно переходящим в цилиндрическую поверхность штифта. Такая форма широко применяется дли штифтов, устанавливаемых в детали из легких сплавов. Изготовление таких штифтов несколько сложнее, но зато они обеспечивают удобный монтаж и длительный срок службы соединения.
Во всех случаях обязательны заходные фаски на отверстиях соединяемых деталей. В посадочном гнезде фаски необходимы для облегчения запрессовки штифта; в изделиях из пластичных металлов фаски, кроме того, предупреждают выпучивание материала у кромок гнезда. В отверстиях отъемных деталей фаски нужны для облегчения монтажа.
В изделиях из мягких материалов, например, из пластиков, отверстие под входной конец штифта футеруют (рис. 217, V). Футорки крепят в изделии на резьбе, опрессовкой и т. п.
Установочные штифты изготовляют из высокоуглеродистой стали, для ответственных силовых соединений — из легированной стали с закалкой до твердости НRС 50—60. Рабочие поверхности штифтов обрабатывают не ниже, чем по 6-му квалитету с параметром шероховатости Ra = 0,32—0,63 мкм.
В глухое отверстие штифт обычно устанавливают по посадке с натягом. Чем меньше диаметр штифта и чем мягче материал изделия, тем больший натяг дается в соединении. В изделиях из легких сплавов применяют посадки с натягом r6, s6, t7, u7. Тем не менее штифты, как правило, еще дополнительно страхуют от выпадения при случайном ослаблении натяга (см. рис. 224).
Сталь, высокопрочный и ковкий чугун, бронза — l = 2d Серый чугун — l = (2—2,5)d Алюминиевые, магниевые, цинковые сплавы – l = (2,5—3)d Пластмассы (без футеровки) – l = (3,3—3,5)d
Глубина запрессовки l (рис. 218) зависит от материала корпуса и диаметра штифта d (см. выше).
Для тонких (игольчатых) штифтов, диаметром меньше 3—4 мм, эти значения должны быть увеличены в 1,5—2 раза.
Рабочая высота h выступающей части штифта (рис. 218) не меньше (1,5—2,5)d (большие цифры относятся к изделиям из мягких материалов). Диаметр штифтов для мелких изделий и изделий среднего размера делается равным 4—10 мм, для крупных изделий 10—20 мм. Штифты большего диаметра для уменьшения их массы часто изготовляют полыми (рис. 219).
Штифты устанавливают в глухие отверстия одним из трех способов: до упора в кромку развернутой части отверстия (рис. 220, I); до упора в днище отверстия (рис. 220, II); запрессовкой с применением мерной втулки (рис. 220, III), обеспечивающей заданную высоту свободного конца штифта. Последний способ предпочтителен; его применяют при запрессовке штифтов в сквозные отверстия.
В глухих отверстиях необходимо предусматривать место для заборного конуса развертки. Расстояние [а] (рис. 220, III) между развернутым участком и днищем отверстия должно быть равно по крайней мере 0,6d при ручном развертывании и 1,5d при машинном.
При запрессовке штифтов в глухие гнезда необходимо обеспечить выход воздуха из гнезда во избежание возможного разрыва стенок гнезда (в особенности в изделиях из мягких сплавов). Для этого в стенках гнезда выполняют отверстия (рис. 221, I, II); в крупных штифтах — канавки (рис. 221, III) или отверстия (рис. 221, IV).
Применяют обычно три способа установки штифтов в соединяемые детали. При первом способе (рис. 222, I) применяют систему вала. Штифт изготовляют гладким, одного диаметра по длине; отверстие в корпусе развертывают под посадку с натягом, отверстие в съемной детали — под посадки h6 или js6 (в зависимости от требований, предъявляемых к соединению). Этот способ получил наибольшее распространение.
При втором способе (рис. 222, II) применяют систему отверстия. Отверстия развертывают по Н7, один конец штифта обрабатывают под посадку с натягом, другой — по h6 или js6. Штифт получается ступенчатым (что вообще нежелательно по производственным соображениям).
При третьем способе (рис. 222, III) штифт устанавливают в оба отверстия по посадке H7/js6; штифт и отверстия — гладкие. При этом способе обязательно стопорение штифта в корпусе.
В единичном и мелкосерийном производстве по крайней мере одно из отверстий в соединяемых деталях (лучше оба) делают сквозными с таким расчетом, чтобы их можно было просверлить и развернуть совместно в обеих деталях (рис. 223, I, II). В этом случае желательно применение системы отверстия (во избежание нарушения соосности отверстий при дополнительном развертывании под свободный конец штифта).
В крупносерийном производстве отверстия под контрольные штифты в обеих деталях обрабатывают по согласованной оснастке с применением зеркальных кондукторов, обеспечивающих совпадение осей отверстий с высокой степенью точности.
Совместное развертывание отверстий в крупносерийном производстве только осложнило бы производственный процесс. При применении согласованной оснастки отверстия под штифты могут быть и глухими (рис. 223, III, IV). Сквозные отверстия всегда предпочтительнее, так как они обеспечивают более точную и производительную обработку.
На рис. 224 показаны приемы страховки штифтов от выпадения, которое может произойти при ослаблении посадки в гнезде (особенно в деталях из мягких металлов). Установка штифтов в двух глухих отверстиях (рис. 224, I) фиксация зегером в отъемной детали (рис. 224, II) или на стыке деталей (рис. 224, III) вполне предохраняют штифт от выпадения в собранном соединении.
Труднее предупредить возможность потери штифта при разборке. Фиксация штифта заскакивающим зегером (рис. 224, IV) не всегда возможна по габаритным условиям, двусторонняя фиксация зегерами (рис. 224, V) возможна только при сквозном отверстии в корпусе. Способ фиксации завальцовкой металла корпуса в кольцевую выточку (рис. 224, VI) применим только в корпусах, выполненных из пластичных металлов.
На рис. 225 изображен способ страховки штифта шайбой увеличенного диаметра, подкладываемой под близрасположенную крепежную гайку.
При установке штифтов необходимо соблюдать определенные, установленные практикой правила. Штифт должен быть утоплен в отверстии съемной детали (рис. 226, II). Выход штифта (рис. 226, I) недопустим, так как в этом случае штифт может быть поврежден случайным ударом или расшатан в посадочном гнезде. В случае, когда толщина фланца недостаточна для утопления штифта, на участке выхода штифта в съемной детали пред усматривают местные приливы (рис. 226, III).
Штифты всегда следует располагать в непосредственной близости от крепежных элементов: болтов, шпилек и т. д. В деталях, не имеющих других фиксирующих элементов, например, центрирующих заточек, устанавливают два штифта. Большее число штифтов устанавливать нет смысла, кроме случая, когда соединение подвержено повышенным сдвигающим нагрузкам. В соединениях цилиндрических деталей с центрирующей заточкой для угловой фиксации деталей относительно друг друга вполне достаточно одного установочного штифта. При наличии значительных сдвигающих сил применяют и большее число штифтов.
Для более точной фиксации штифты должны быть как можно дальше расположены друг от друга и от геометрической оси детали.
На рис. 227 приведены примеры неправильной и правильной расстановки штифтов на детали типа крышки (отверстия под штифты показаны зачерненными наполовину кружками).
Ошибка в конструкции на рис. 227, I состоит в том, что штифты далеко отнесены от крепежных болтов. В конструкции на рис. 227, II штифты расположены в непосредственной близости от крепежных болтов; здесь ошибка заключается в малом расстоянии между штифтами. Фиксация получается ненадежной; сдвигающие силы (например, от рабочей нагрузки, приложенной к центральной бобышке крышки) вызывают в штифтах соединения большие напряжения.
В конструкции на рис. 227, III ошибки исправлены разноской штифтов. Наиболее правильна конструкция на рис. 227, IV, где штифты разнесены па максимально возможное расстояние.
Конические установочные штифты обеспечивают более точную фиксацию, чем цилиндрические. Точность фиксации почти не теряется с течением времени при износе и после многократных переборок, так как плотность посадки штифта каждый раз восстанавливается в результате погружения штифта в гнездо на большую глубину. Другое преимущество этих штифтов заключается в их относительно легкой удаляемости, что позволяет заменять поврежденные штифты и в известной мере облегчает сборку и разборку соединения. Изготовление соединений на конических штифтах значительно сложнее, чем на цилиндрических. Здесь обязательно совместное сверление, зенкерование и развертывание отверстий в фиксируемых деталях.
Штифты выполняют из закаленной стали. Стандартная конусность 1:50. Штифты устанавливают в гнезда нормированной силой. Конические штифты для фиксации деталей из легких сплавов не применяют из-за возможности смятия стенок отверстия при установке штифта.
Основные типы конических установочных штифтов показаны на рис. 228. Штифт, приведенный на рис. 228, I, применим только для неразъемных соединений или при сквозном отверстии, когда имеется возможность выбить штифт с обратной стороны.
В разъемных соединениях и при установке штифтов в глухие отверстия обязательно применение съемных элементов.
Простейший съемный элемент — кольцевая канавка на выступающем конце штифта (рис. 228, II) под захваты съемника. Удобнее в обращении штифты с наружной (рис. 228, III) или внутренней (рис. 228, V) резьбой. Такие штифты извлекаются из гнезда с помощью гайки (рис. 228, IV) или болта (рис. 228, VI), опирающихся через подкладные шайбы на поверхность отъемной детали. Гайку (или болт) достаточно повернуть на несколько оборотов, чтобы только стронуть штифт с места; после этого штифт вынимают вручную.
В отличие от цилиндрических установочных штифтов, допускающих применение уплотняющих прокладок на стыке соединяемых деталей, конические штифты могут правильно работать только в соединениях «металл по металлу».
Конические установочные штифты применяют в узлах и машинах, где основным требованием является точность установки.
«Лежачие» установочные штифты, ось которых совпадает с плоскостью стыка соединяемых деталей (рис. 229), в отдельных случаях применяют для их фиксации. Сами штифты должны быть зафиксированы.
Фиксация зегерами (рис. 229, I) не предохраняет от выпадения штифта при сборке и разборке. Лучше фиксировать штифты, например, креплением к одной из деталей винтами (рис. 229, II) или зачеканкой металла детали в углубление в теле штифта (рис. 229, III). Последний способ применим только в деталях, выполненных из достаточно пластичных металлов. Отверстия под штифты сверлят с торца и развертывают совместно в обеих деталях. Достоинство этого соединения — большая площадь среза и смятия. Недостаток состоит в том, что под действием сдвигающих сил в соединении возникают перпендикулярные к плоскости стыка силы, дополнительно нагружающие крепежные болты.
Штифты применяют только в стыках типа «металл по металлу». «Лежачие» штифты фиксируют детали только в направлении, перпендикулярном к оси штифтов. При необходимости фиксации во всех направлениях применяют установку нескольких взаимно перпендикулярных штифтов (рис. 229, IV).
Точность фиксации «лежачими» штифтами из-за их расположения гораздо меньше, чем точность фиксации цилиндрическими и коническими установочными штифтами.
Конические изделия
Штифты этой разновидности изготавливаются с конусностью 1:50. Это обеспечивает в последующем их самооторжение в узлах. Используются такие изделия для передачи крутящего момента и для соединения крышек с корпусами почти так же часто, как и цилиндрические.
Простые конические штифты устанавливают обычно в сквозные отверстия. В этом случае при монтаже их просто вбивают с противоположной стороны соединения. Если отверстие не сквозное, в него устанавливается конический штифт с резьбой для вытаскивания.
Разводные изделия этого типа используют в таких соединения, которые в процессе работы механизма могут подвергаться толчкам и ударным нагрузкам. Помимо этого, их устанавливают в тех узлах, в которых детали движутся с очень большой скоростью. Концы таких штифтов по окончании монтажа обычно разводят.
Особенности установки в узле
Просверливают детали для соединения штифтом, как уже упоминалось, в сборе. В некоторых случаях эти элементы, во избежание выпадения, дополнительно фиксируют. Так поступают, к примеру, при монтаже разборных соединений. Дополнительную фиксацию в этом случае обеспечивают кольцом из проволоки 0.5-0.8 мм.
В неразборных соединения штифты обычно кернят. Но в некоторых случаях могут применяться и изделия с засверленными концами. После сборки такие штифты развальцовываются.
При использовании конических изделий в некоторых случаях условие самоотторжения может не выполняться. Происходит так довольно-таки часто, к примеру, в узлах, подвергающихся вибрациям или же функционирующих в условиях, при которых резко меняется температура. В таких соединениях конические штифты положено закреплять дополнительно.
Сколько стоит установка штифта
Цена на установку искусственного зуба на штифте зависит от региона и вида выбранного изделия. В клиниках Москвы стоматологи протезируют традиционно дороже. Дешевле всего будет стоить титановый анкер в зуб, стекловолоконный штифт обойдется в 2,5 раза дороже.
Важно исходить из целесообразности установки того или иного вида штифта. Нужно учитывать, что будет лучше для зубов, в какой части челюсти выполняются манипуляции, планируется ли последующее протезирование, каков бюджет на лечение. Опытный стоматолог поможет подобрать оптимальный вариант.
Выбор и расчет штифтового соединения
Размеры используемых для передачи крутящего момента изделий зависят в первую очередь от диаметра вала (в пределах d шт.<0.3d). По прочности на срез штифт выбирают с использованием такой формулы:
- t ср=4T/dxd2шт.<.
Здесь T — вращающий момент, — допустимые напряжения среза. Последний параметр смотрят в специальных таблицах. На смятие при тонкой ступице соединение проверяют по формуле:
- Q ср=2T/d(D-d)d шт.<.
Здесь /d(D-d)d шт. — условная площадь смятия, — допустимое напряжение смятия для стали.
Ремонт
Помимо смятия или среза, в соединениях этого типа могут возникать также такие дефекты, как износ отверстия и появление трещин в самих деталях. Эксплуатировать узлы далее при появлении любой из четырех проблем не допускается. Ремонт узла должен быть проведен обязательно. Проработает узел с дефектом в любом случае очень недолго.
Собственно сам ремонт штифтовых соединений, конечно же, выполняют с соблюдением определенных нормативов. В большинстве случаев дефектные штифты утилизируются и заменяются на новые. Однако ГОСТ все же допускает, к примеру, расширять изношенные отверстия под другой штифт большего размера. Также разрешается заваривать старые отверстия и просверливать на их месте новые.